
This year, the Hessian Museum Association once again provided funding for the restoration of the “Zuckersusi”. This made it possible to continue work on the boiler. The main work was now the installation of the firebox and the drilling of the rivet holes. New screw rivets had to be made in places that could not be riveted due to construction-related constrictions. These are inserted like screws and caulked vapour-tight. Some of the rivets already installed last year have now also been caulked vapour-tight. In the next step, planned for mid-December and January, the firebox will be riveted in and the rivets missing in other places will be added.
Top left image: Removal of the oxide layer in the area of the later riveting. Top right: Installation of the prepared firebox in the boiler.
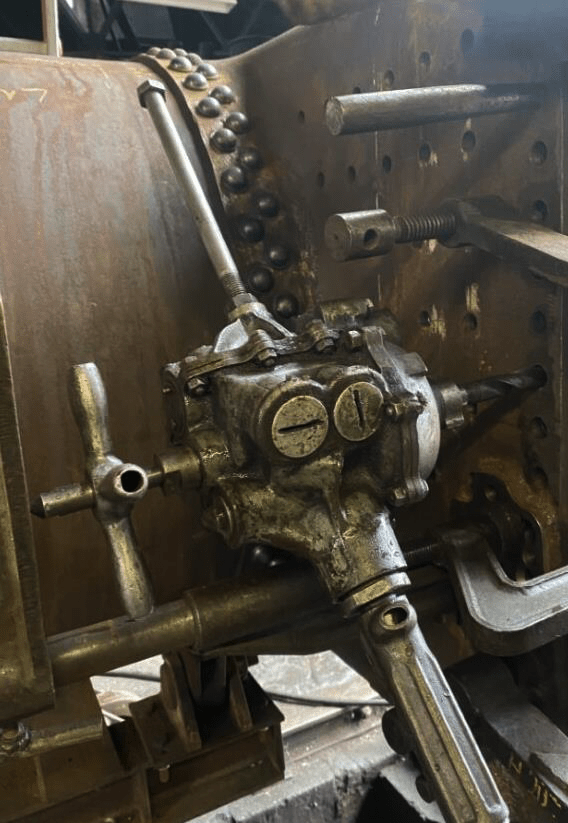
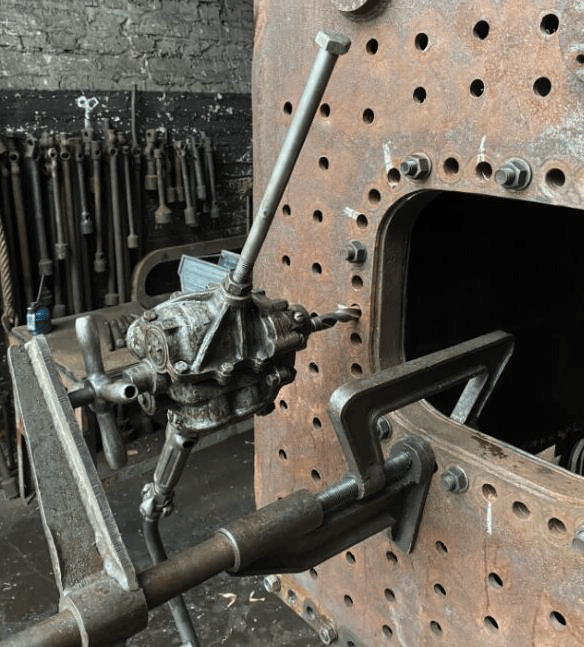
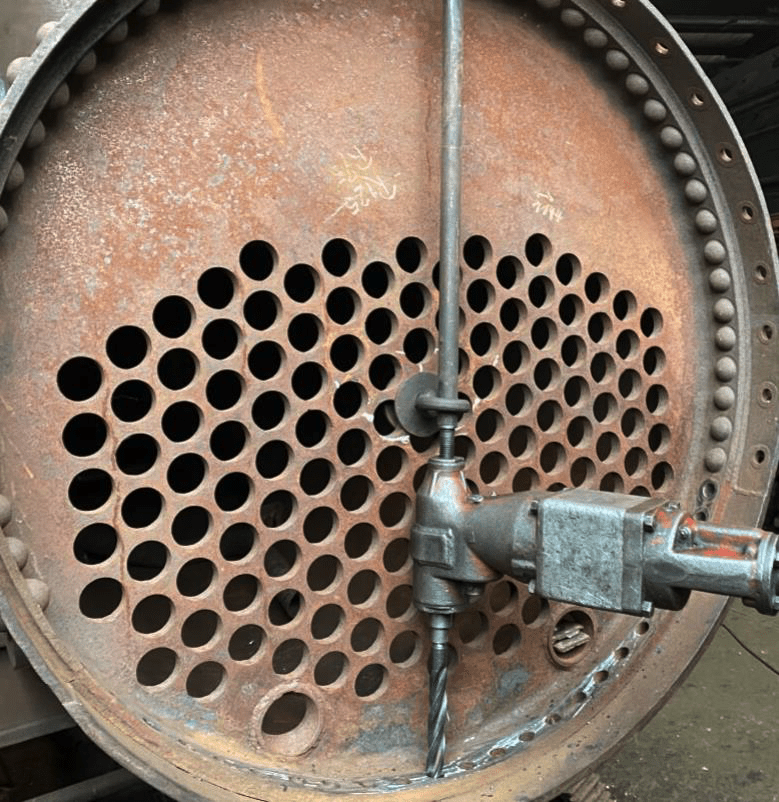
Drilling the rivet holes in the area of the so-called “Stiefelknecht plate” (top right) and the fire hole (top left) with a pneumatic drill.
Picture top left: Drilling the rivet holes in the area of the base ring using the drilling machine and drilling template. Top right: Finished rivet holes in the firebox.
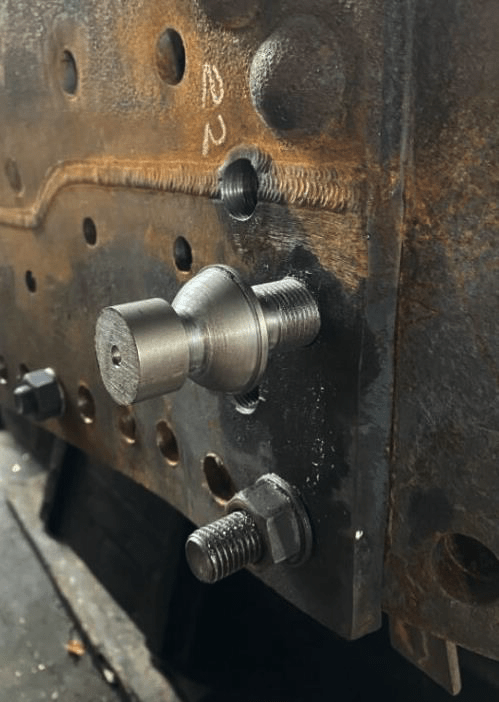
Picture top left: Production and fitting of screw rivets for non-rivetable areas. Top centre image: Drilling the rivet holes in the base area of the smoke chamber pipe wall. Top right: Vapour-tight riveting. Tightness is achieved by “caulking” each individual rivet head with a pneumatic hammer and chisel.
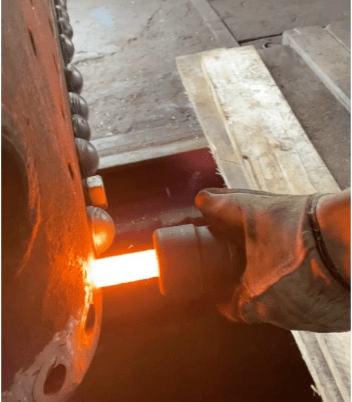
Picture top left: New bottom ring rivets already cut to length. Top centre: Parallel heating in the riveting furnace. Top right: Moulding the closing head with a pneumatic hammer.
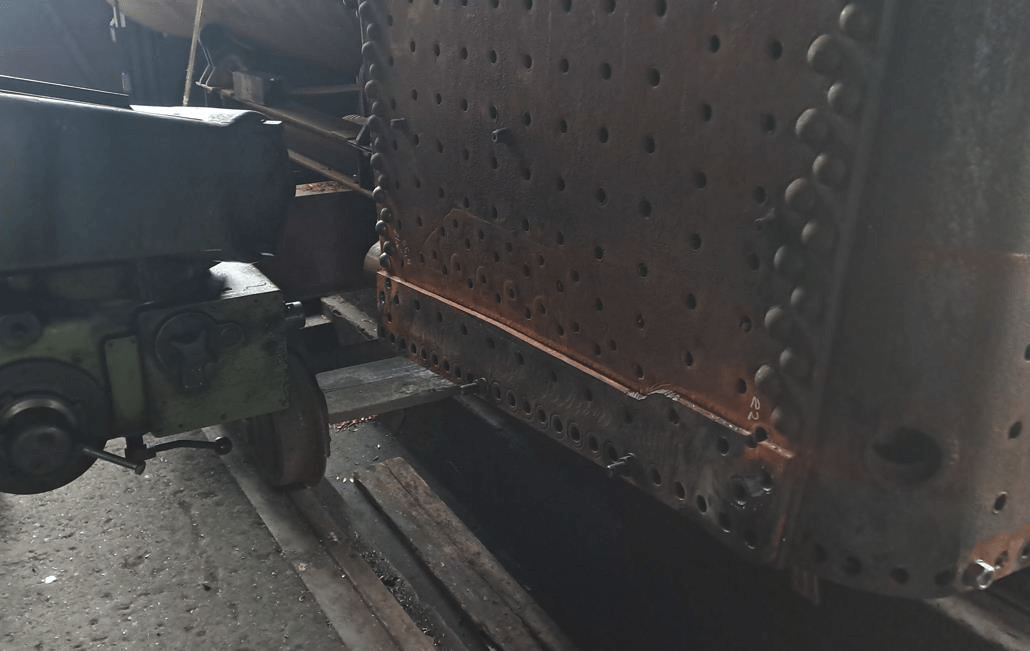
Picture top left: Finished riveting of the base ring. Top right: Finished riveting of the smoke chamber pipe wall.
Before inserting each rivet, the drill hole had to be reamed to size again with the pneumatic drill. The rivet could then be set. In the next step, the rivet heads are vapour-tightly caulked, the fire hole is riveted and the bottom ring corners are machined.
Pictures: Hoffmann and Weidelich.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}